b) Máquina de espumação;
c) Zona de espumação;
d) Forno de cura;
e) Carga e descarga.
Devido as suas excelentes propriedades isolantes (Tabela 5.1), as espumas rígidas de PU são largamente utilizadas no preenchimento de cavidades como forma de promover o isolamento térmico de diversos eletrodomésticos, como geladeiras, refrigeradores, etc. Estes equipamentos são recipientes, dotados de isolamento térmico, capazes de manter, com um gasto mínimo de energia, uma temperatura inferior à ambiente. Os sistemas de espumas rígidas de PU são os utilizados no isolamento térmicos de geladeiras e frigoríficos, devido as suas propriedades como: fluidez, que permite preencher cavidades complexas; baixo tempo de desmoldagem; e excelente adesão a diferentes substratos. Os gabinetes e as portas das geladeiras e freezers sâo normalmente contruídos com a parte externa de metal pintado e a interna de material termoplástico como ABS (compolímero acrilonitrila / butadieno / estireno) ou HIPS (poliestireno de alto impacto), tendo a cavidade entre as duas faces preenchida com a espuma rígida de PU (PUR). Os painéis trazeiros dos refrigeradores podem ser feitos de plásticos, papel aluminizado ou papelão, como forma de diminuir custos. Neste setor, as vantagens da utilização das PUR são: a sua baixa condutividade térmica que permite o emprego de painéis de isolamento mais finos do que quando é utilizada lã mineral ou lã de vidro, resultando em aumento do espaço interno em até 30%; menor custo de mão-de-obra nas linhas de produção; excelente adesão entre a espuma e a carcaça do aparelho; estrutura sanduíche estável e resistente ao impacto, permitindo o uso de folhas metálicas mais finas; estrutura celular contínua e sem falhas, que diferentemente da lã de vidro e similares, não é afetada pelas vibrações do compressor.
5.5.3.1 - Formulações e propriedades - A Tabela 5.9 ilustra formulações e propriedades típicas de espumas rígidas de PU empregadas em isolamento térmico de refrigeradores. Nos sistemas o componente isocianato é o MDI polimérico, e componente poliol é uma mistura de polióis a base de sacarose, sorbitol, etc, surfactantes, catalisadores e água. O agente de expansão auxiliar (AEA) normalmente é misturado ao componente poliol na planta.
O consumo de energia de um refrigerador é medido pela eletricidade consumida pelo compressor (que usalmente utiliza isobutano ou HCFC-134 como líquido refrigerante), operando em estado estacionário, em condições padrões, definidas pelas normas DIN, ISO, ABNT, etc. Este consumo é influenciado por parâmetros como: a condutividade térmica da espuma (Capítulo 8), que depende da escolha do AEA, da densidade e da estrutura celular (Capítulo 5); a eficiência do compressor; a perda de calor através da vedação da porta, etc. Existem diversos estudos referentes ao uso dos diferentes tipos de AEAs (Capítulo 5 e Capítulo 2). A substituição do CFC11 por outros AEAs resultou em piora das propriedades, sendo que os alcanos e o HFC-134a são similares, e ligeiramente inferiores ao HCFC-141b e HFC-245fa. Inicialmente, no EUA, Japão e na Europa, o CFC-11 foi substituído pelo HCFC's (já banidos) e pelos pentanos. Na América Latina, Oriente Médio, África e Ásia o Protocolo de Montreal fixa o prazo limite de 2010 para o banimento dos CFCs (no Brasil fixado para 2007). Para os HCFCs, nos países em desenvolvimento o prazo é 2040. Os HFCs não destroem a camada de ozônio, mas contribuem para o aquecimento global e foram por isso incluídos no Protocolo de Kioto. Na Europa, misturas de ciclopentano com isopentano ou isobutano têm sido usadas na produção de peças da linha branca, para conferir melhor resistência à compressão e estabilidade térmica dimensional à PUR. As desvantagens dos hidrocarbonetos como o ciclopentano são: sua inflamabilidade, que demanda precauções apropriadas de segurança; e seu efeito plastificante na matriz do PU com a necessidade de densidades mais elevadas, quando comparadas com as dos sistemas expandidos com água/CFC-11; e a sua menor solubilidade com polióis. O HFC-245fa é um produto não inflamável com boa solubilidade nos polióis e excelente condutibilidade térmica. Seu ponto de ebulição é baixo, de 15,3ºC, sendo indicado para regiões que possuem temperaturas ambientes baixas. Nos EUA, é usado na linha branca em substituição ao HCFC-141b. O HFC-134a é um gás na temperatura ambiente, não é inflamável e empregado como agente de expansão e gás refrigerante em refrigeradores. Devido ao seu baixo ponto de ebulição, gera efeito frothing.
Tabela 5.9 – Sistemas e propriedades de PU’s para refrigeradores
|
Sistema / Agente de expansão auxiliar (AEA) |
CFC-11 |
HCFC-141b |
Pentanos
|
HFC-245fa
|
HFC-134a |
| Poliol base sucrose (OH = 440 mg KOH/g) |
31,4
|
-
|
-
|
14,3
|
18,4
|
| Poliol base sobrbitol (OH = 460 mg KOH/g) |
-
|
10,6
|
18,2
|
-
|
-
|
| Poliol base aminas aromáticas (OH = 400 mg KOH/g) |
-
|
20,8
|
14,0
|
12,5
|
14,0
|
|
Poliol base glicerina (OH = 540 mg KOH/g) |
1,7 |
- |
3,0
|
1,1
|
-
|
|
0,7 |
0,8 |
0,8
|
1,1
|
0,9
|
|
|
0,7 |
0,8 |
0,8
|
0,7
|
0,9
|
|
|
Água |
0,7 |
0,9 |
0,8
|
0,7
|
1,7
|
| AEA |
14,0
|
9,4
|
4,9
|
11,8
|
8,1
|
|
MDI polimérico |
50,6 |
56,6 |
56,8
|
57,3
|
56,3
|
|
Tempo de creme (s) |
9 |
6,5 |
4
|
espuma
|
espuma
|
|
Tempo de gel (s) |
60 |
50 |
45
|
38
|
35
|
|
22 |
23 |
22,5
|
22
|
24
|
|
|
Densidade moldada (kg/m3) |
28 |
31 |
30-34
|
29
|
30
|
|
110 |
120 |
120-150
|
110
|
100
|
|
|
18 |
19,1 |
20,2
|
18,4
|
20,5
|
|
|
Consumo de energia % |
100 |
101 |
109
|
103
|
109
|
5.5.3.2 - Processo - Para minimizar problemas é importante controlar as propriedades e os parâmetros do processo de injeção da espuma. A fluidez e a produtividade são inluencidados pelos tempo de creme, que deve ser maior do que o de injeção, e pelo tempo de gel, pois a espuma deve expandir e preencher o gabinete num tempo aproximadamente igual. A diferença entre o tempo de gel e o de creme determina a velocidade de expansão da espuma na cavidade. Após o tempo de gel, quando as células atingem aproximadamente 85% do volume final, elas continuam expandindo devido à pressão interna dos gases, o que resulta em anisotropia (Capítulo 5) da espuma. A densidade da espuma expandida livremente (20-25 kg/m3) determina a sua capacidade de preencher todo o gabinete, e o corte da espuma permite avaliar a qualidade e defeitos. Normalmente, os gabinetes são supercheios em cerca de 15%, para melhorar o preenchimento e otimizar propriedades, como a estabilidade térmica dimensional e a resistência à compressão, resultando em densidades moldadas entre 28 e 40 kg/m3, dependendo do AEA utilizado. A estabilidade térmica dimensional (Capítulo 5), normalmente é avaliada a seco a -20 e 70oC, ou, sob 95% de umidade relativa, a 70oC.
A chave para a produção de refrigeradores envolve a preparação do sistema de PU, acerto da máquina misturadora e assegurar que os componentes internos e externos, e o sistema de refrigeração estejam posicionados corretamente. Em pequenos e médios tranformadores, a mistura do agente de expansão auxiliar (AEA) com o componente poliol, pode ser feita em um vaso agitado, e a massa reagente injetada com equipamentos de baixa pressão (Capítulo 4). Em processos em grande escala, e devido à utilização de AEA inflamável ou com ponto de ebulição superior ao da temperatura de trabalho, usualmente, o poliol e o agente de expansão (na forma líquida) são transferidos por bombas dosadoras, misturados em linha num misturador estático, indo para um tanque intermediário ou para o tanque de uso diário da máquina injetora de alta pressão (Capítulo 4). A mistura reagente é então injetada na cavidade e expande cerca de 30 vezes seu voluma original. Durante esta expansão ela flui ao redor dos cabos e tubos e preenche os cantos e demais partes da complexa cavidade, em tempos menores que um minuto. Como a expansão gera pressão, a porta e o gabinete devem ser mantidos seguros, e após poucos minutos, quando a espuma de PU tornar-se estável, podem ser removidos, sem variação das dimensões. Portanto, a produtividade depende do tempo de desmoldagem, que em geral equivale em minutos à espessura em centímetros da parede da porta ou do gabinete. A adesão da espuma é determinada pelas condições de processo e formulação. A temperatura da estação de espumação também é importante e é recomendado 40oC, com um mínimo de 35oC. Temperaturas superiores favorecem a adesão, todavia acima de 50oC podem aparecer defeitos na superfície. A adesão pode ser avaliada pela força para arrancar a espuma, o que pode ser feito manualmente, ou com testes específicos.
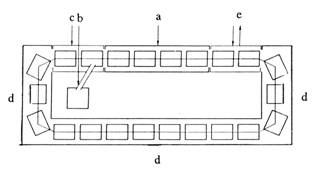
As máquinas de espumação do tipo carrossel possuem uma única cabeça misturadora fixa e as instalações de espumação com moldes pesados são conduzidadas por correia transportadora e passam por este pondo (Figura 5.16a). A capacidade de produção desta instalação é determinada pelo número e tamanho das estações de espumação e ciclo operacional, e é máxima quando gabinetes ou portas similares são espumados.
|
a) Forno de pré-aquecimento; b) Máquina de espumação; c) Zona de espumação; d) Forno de cura; e) Carga e descarga. |
As máquinas de espumação estacionárias (Figura 5.16b) são constituídas por uma série de estações de espumação estacionárias adjacentes conectadas a um sistema automático de carga para o gabinete a ser espumado e descarga para o já espumado. O número de estações de espumação e características da planta depende da escala de produção desejada. A injeção da PUR é conduzida com a utilização de cabeças misturadoras fixadas em cada estação de espumação, ou com uma única cabeça montada em um carrinho que se move no sentido transversal, efetuando a injeção em diferentes estações automaticamente. Dependendo do sistema, machos posicionados pelas partes traseiras são montados e condicionados termicamente sobre uma plataforma móvel que pode girar 90o, 180o, ou 270o, em segundos, permitindo passar rapidamente para um novo modelo de refrigerador. Os plugs permanecem fixos à armação de rotação, o que assegura alinhamento preciso durante todas as mudanças de modelo. Após o tempo de desmoldagem, as paredes laterais se abrem e o gabinete é deixado sobre a superfície da correia transportadora.
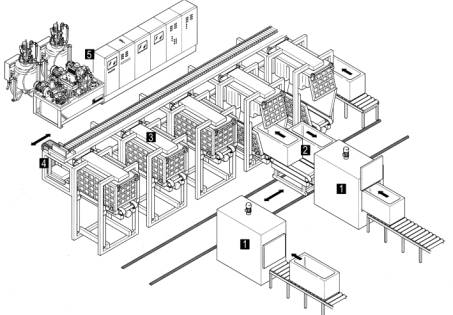 |
1) Forno de pré-aquecimento; 2) carrinho de dupla distribuição; 3) estação de espumação; 4) injeção; 5) máquina de espumação |
Na fabricação dos gabinetes dois métodos de injeção são utilizados: pelo fundo (Figura 5.17a); ou pelo meio da parte traseira o gabinete (Figura 5.17b), o que permite injeção mais rápida e utilização de sistemas com perfil de reação mais rápido, resultando em melhor distribuição da densidade e melhores propriedades isolantes.
Figura 5.17a - Injeção
pelo fundo |
Figura 5.17b - Injeção pela parte
traseira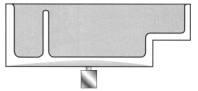 |
A espumação das portas pode ser conduzida de duas formas. Em máquinas de espumação do tipo carrossel (Figura 5.16a), pode-se utilizar injetora de baixa ou alta pressão e a mistura reagente distribuída em um molde aberto, ou injetada em moldes fechados, posicionados em semicírculo, ou em linha reta, em um sistema de transporte. O processo rotacional (Figura 5.18) utiliza um equipamento tipo tambor, projetado na base de uma estrutura hexagonal com rotação passo a passo. Em cada um dos seis lados da estrutura é instalado um porta-moldes, e a cada rotação de 60o da estrutura, um molde se abre para permitir a descarga das portas com o PU injetado. Simultaneamente, o molde precedente se fecha, permitindo a injeção lateral. Uma alternativa prevê a injeção em molde aberto antes da rotação. Os equipamentos podem possuir de 2 a 10 moldes por tambor, com uma capacidade de mais de 1000 cavidades de injeção.
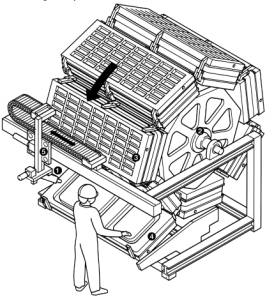 |
1)
Cabeça misturadora, 2) estrutura rotacional, 3) moldes, 4) estação de trabalho, 5) injeção. |
5.5.4 - Isolamento térmico de dutos
Devido as suas excelentes propriedades isolantes (Tabela 5.1), as espumas rígidas de PU são utilizadas no isolamento térmico de oleodutos e tubulações para água quente ou fria. Existem quatro métodos usados para o isolamento térmico de tubos e dutos com espuma rígida de PU:
Corte de blocos de espuma - É um método simples que consiste em cortar blocos de PUR (Capítulo 5.5.1), normalmente com dimensões de 2 m x 1 m x 1 m, em seções de vários tamanhos e diâmetros. Equipamentos computadorizados podem ser programados para cortar cerca de 2000 m de tubos por dia. Uma das vantagens deste processo é a utilização de PURs com densidades de 30 kg/m3, o que não é possível com as outras técnicas. Como desvantagens podemos citar a formação de superfície poeirenta, o que pode ser minimizado pela aplicação de supressores de pó como silicato de sódio ou pela aplicação de folha de alumínio. Outro problema é a formação de células cortadas que necessitam de revestimento para evitar penetração de água. Isto é normalmente obtido pela aplicação de betumem ou de elastômeros de PU ou borracha clorosulfonada.
Moldagem - Seções, produzidas com PUR ou PIR, podem ser manufaturadas na forma de espuma moldada com pele integral, em densidades de 40 a 80 kg/m3 e 1 m de comprimento, as quais podem ser fixadas nos tubos com adesivos ou fitas. Estas espumas não apresentam os problemas de superfície e penetração de água e são menos frágeis que as seções feitas com PUR em bloco. Todavia, como há a necessidade da fabricação de molde este processo é empregado em tubos com dimensões padrões.
Injeção - Tubos para o transporte de líquidos e gases possuem camisa externa de metal ou plástico com o anel preenchido com PUR. Tubos menores que 5 m podem ser produzidos na fábrica ou no campo. Neste último caso eles são erguidos, cobertos com a bainha externa suportada em intervalos por espaçadores feitos com espumas em bloco, os quais atuam como separadores das diferentes cavidades a serem preenchidas. O sistema empregado deve ter boa fluidez visto que tubos de 24 m são freqüentemente produzidos.
Spray - Este método é aplicado quando o diâmetro da tubulação exceder 50 cm. Como no caso do isolamento de tanques deve ser aplicado um primer à superfície metálica antes da espumação. Em muitos casos uma cobertura elastomérica de PU também é aplicada por spray para proteção mecânica e radiação UV.
5.5.5 - Fabricação de espumas rígidas por spray
Embora a maioria das espumas rígidas de poliuretano (PUR) e polisocianurato (PIR) sejam produzidas em fábricas, sistemas de dois componentes podem ser espumados no próprio local usando equipamentos simples e pouco dispendiosos. Existem muitas aplicações nas quais a mistura reagente é derramada, injetada ou pulverizada em cavidades. A maioria destas aplicações é baseada nas propriedades isolantes e de adesão das PUR e PIR. A mistura reagente é distribuída diretamente no espaço entre as faces internas e externas, das paredes durante a construção de casas e para isolar dutos desmontados dentro de valas. As PUR e PIR podem ser usadas para estabilizar o solo, próximo aos dutos, protegendo-os, contra a erosão. As PUR e PIR são também utilizadas no preenchimento de fissuras e recuperação de estruturas. O isolamento térmico de pisos, tanques de armazenamento, dutos e tubulações são exemplos de espumação no local.
As espumas de PUR e PIR aplicadas por "spray" são muito usadas em isolamento de interiores e exteriores. Os agentes de expansão (Capítulo 2) mais utilizados são a água, ou mistura de água com HCFC-141b. São usados catalisadores como as aminas terciárias (Capítulo 2): trietilenodiamina (TEDA), etileno diamina (EDA), pentametildietilenotriamina (PMDETA), dimetilciclohexilamina (DMCHA), dimetiletanolamina (DMEA), poliéterdiamina e outras; e organometais (Capítulo 2) como octoato de Pb e octoato de K nas espumas de PIR. Em princípio as aplicações por pulverização resultam em espumas com ótimas qualidades com estrutura homogênea isenta de falhas. Como a distância de espumação é curta, não há decréscimo das propriedades de resistência mecânica como ocorre em algumas espumas moldadas.
A maioria dos processos é conduzida em equipamento (Capítulo 7) utilizando uma pistola dosadora manual de alta pressão. Os dois componentes são condicionados na temperaturas de trabalho (25 a 50oC), dosados separadamente (normalmente numa relação 1/1) e atravessam uma válvula de sentido único, entrando em uma pequena câmara da pistola dosadora. Nesta, as duas correntes se misturam sob pressão (100 a 250 bar) e são ejetadas através de placas defletoras sob a forma de pulverizado fino. A espuma é então aplicada sobre o substrato limpo e seco, com a superfície entre 5 e 40oC, sob vento moderado de até 30 km/h. O uso de excesso de ar pode produzir um aerossol fino com excessiva atomização. Pistolas dosadoras de alta pressão, sem ar, produzem uma atomização mais uniforme. Para atomizar os sistemas de espumas rígidas são necessárias bombas dosadoras com capacidade de 1 a 5 kg/minuto. Máquinas portáteis são dotadas de sistema auto-limpante da cabeça misturadora, e mangueiras aquecidas.
Tabela 5.10 - Sistemas de espumas rígidas aplicadas por spray|
Matérias-primas |
PUR 1 |
PUR 2 |
PIR |
|
75 |
|||
|
72 |
|||
|
80 |
|||
|
25 |
20 |
20 |
|
|
8 |
|||
|
20 |
15 |
2 |
|
|
101 |
|||
|
1,5 |
1,5 |
2,0 |
|
|
Água |
4,5 |
2,0 |
1,0 |
|
31 |
27 |
||
|
0,3 |
0,3 |
0,2 |
|
|
diversas |
diversas |
diversas |
|
|
5,17 |
|||
|
Índice de MDI cru (teor de NCO = 31,2%) |
105 |
110 |
200 |
No processo em spray, o perfil de crescimento das espumas de PUR e PIR, pode ser ajustado pelo sistema catalítico empregado, e deve ser altamente reativo (Tabelas 5.10 e 5.11), especialmente na pulverização de superfícies verticais. Geralmente uma espessura de cerca de 30 mm pode ser obtida em uma única camada. Quando são necessárias coberturas espessas, aconselha-se a aplicação de várias camadas de 10 a 20 mm de espessura. Os operadores devem estar protegidos com roupas especiais, luvas e máscaras faciais e contra gases. Cada camada de espuma pulverizada (densidade 35 a 60 kg/m3) possui células pequenas e homogêneas recobertas com uma pele densa de PU. Estas camadas, com uma cobertura protetora adequada, suportam o tráfego durante reformas de residências e escritórios.
Tabela 5.11 - Propriedades de espumas rígidas aplicadas por spray|
Catalisador amina |
TEDA1 |
TEDA/PMDETA2 |
||||
|
Partes por peso |
8,3 |
3,0 |
5,2 |
6,7/1,0 |
1,5/2,0 |
5,2/1,0 |
| Tipo da espuma |
PUR 1
|
PUR 2
|
PIR
|
PUR 1
|
PUR 2
|
PIR
|
|
Perfil da reação com máquina de spray (seg) |
||||||
|
Tempo de creme |
1,4 |
0,9 |
1,5 |
1,2 |
0,7 |
1,1 |
|
Tempo de crescimento |
11,3 |
8,0 |
5,8 |
10,7 |
9,0 |
5,6 |
|
Tempo de pega livre |
150 |
67 |
80 |
150 |
60 |
81 |
|
Densidade do coração (kg/m3) |
32,1 |
25,9 |
29,5 |
28,2 |
22,1 |
27,9 |
|
Tempo de mudança de cor3 (seg) |
60 |
40 |
25 |
54 |
35 |
24 |
|
Curvatura da espuma4 (mm) |
21 |
35 |
33 |
18 |
23 |
26 |
|
Adesão (kPa) |
140 |
fraca |
60 |
130 |
pobre |
44 |
|
0,0242 |
0,0168 |
0,0183 |
0,0258 |
0,0171 |
0,0190 |
|
|
- 30oC por 48 h |
- 6,0 |
- 1,3 |
- 18,0 |
- 2,8 |
- 0,7 |
- 19,3 |
|
70oC por 48 h |
- 12,1 |
- 1,3 |
+ 7,0 |
- 5,0 |
- 0,8 |
+ 8,2 |
|
Perpendicular |
49 |
nd |
70 |
48 |
nd |
62 |
|
Paralela |
54 |
nd |
100 |
53 |
nd |
113 |
5.5.6 - Sistemas pressurizados