7.1.2 -
Adesivos líquidos 100% sólidos
O termo líquido ou 100%
sólidos se refere aos adesivos que contenham essencialmente 100% do componente
adesivo, e que podem ser aplicados ou usados na temperatura ambiente, ou ligeiramente
superior. Os principais adesivos 100% sólidos são os PU's, as resinas epóxi,
os cianoacrilatos, silicones, polissulfetos e resina uréia formaldeído. Os de
PUs substituem: adesivos fenólicos, de polissulfeto ou neoprene nos setores
automotivo e construção; grampos metálicos e compósitos plásticos em muitas
aplicações; e são usados em embalagens, na laminação de filme com filme, que
são mercados no qual a legislação ambiental tem promovido o uso dos sistemas
sem solvente.
Os adesivos líquidos
de PU com 100% de sólidos oferecem vantagens sobre os com solvente que incluem
a eliminação do túnel de secagem para remoção do solvente, o rápido processamento,
e possui adesão e resistência similar. Eles apresentam excelentes propriedades
de adesão (devido à natureza polar), excelente resistência química (quando reticulados),
flexibilidade, desempenho bom em baixas temperaturas, e podem ser curados lenta
ou rapidamente. Algumas das desvantagens são: a limitada estabilidade térmica,
manuseio, alto custo e limitada estabilidade a hidrólise nos feitos com poliol
poliéster. São normalmente usados em sistemas de um ou dois componentes. Os
sistemas mono-componente curados com a umidade do ar, são facilmente aplicados
e não necessitam de mistura prévia, todavia, são dependentes da umidade relativa
local e têm menor prazo de estocagem.
7.1.2.1
- Adesivos de dois componentes
Os sistemas dois componentes
possuem cura rápida, na temperatura ambiente e são mais baratos, porém apresentam
cura incompleta se os dois componentes não forem misturados adequadamente. Uma
outra vantagem consiste no fato de que a relação entre os dois
componentes pode ser ajustada para variar as propriedades, Os métodos de aplicação
incluem spray, extrusão e cobertura com rolo ou pincel. Os
sistemas líquidos de adesivos de dois componentes, com 100% de sólidos, com
baixo teor de isocianato livre (< 0,1%), foram desenvolvidos, para minimizar
problemas de migração e exposição dos trabalhadores aos isocianatos. Eles são
baseados em prepolímeros (normalmente de MDI) de um poliol poliéster, poliéter,
etc.
MATÉRIAS-PRIMAS
- Pela utilização de diferentes matérias primas, as propriedades
dos adesivos de PU podem ser variadas em uma grande faixa. ·
Isocianatos
- O MDI é o isocianato (Capítulo
1) mais usado em adesivos de PU por ser pouco volátil. O TDI, IPDI, HDI,
HMDI são também empregados, geralmente na forma de isocianatos modificados,
devido a maior volatilidade. O MDI representa 75% dos isocianatos usados em
adesivos, o TDI 20% e o restante são os alifáticos. O TDI possui baixo custo
e reatividade média, e é usado na manufatura de prepolímeros de baixa viscosidade
para substratos flexíveis. O MDI possui maior reatividade e baixo custo e é
usado quando é necessária maior dureza e resistência à tensão e à temperatura,
sendo empregado o MDI polimérico ou o MDI puro modificado, dependendo do uso.
O IPDI, HDI e HMDI devido à natureza alifática possuem menor reatividade e são
empregados quando se necessita maior resistência ao amarelecimento e à radiação
UV. Nos sistemas de dois componentes reativos são mais usados o MDI polimérico
e os isocianatos modificados, como os produtos da reação do TDI com polióis
(trimetilol propano, glicerina, etc) dissolvidos em acetato de etila, com 75%
de teor de sólidos e 13% de NCO livre. Estes isocianatos devem: ser processados
de acordo com as regras de higiene industrial; serem compatíveis com os demais
componentes para formar um adesivo homogêneo; permitir tempo de processamento
("pot-life") suficientemente longo; e reagir com o outro componente formando
uma estrutura molecular fortemente reticulada, resultando em ótima coesão e
resistência ao calor. ·
Polióis
- Na maioria dos casos são usados
polióis poliésteres alifáticos ou aromáticos (Capítulo
1) ou polióis poliéteres (Capítulo
1) (Tabela 7.1), com pesos moleculares entre 300 e 4500 e funcinalidade
entre 2 e 4. Os polióis poliéster alifáticos (poliadipatos de 500<3000)
são particularmente usados devido à alta polaridade dos seus grupos ésteres,
que garantem uma alta adesão a diversos materiais, especialmente aos plásticos.
Eles têm excelente resistência ao calor e a solventes, porém são mais sensíveis
à hidrólise. Eles possuem: excelentes propriedades de adesão, resistência à
abrasão, alta reatividade, porém são viscosos e têm custo de médio a alto. Os
adesivos a base de polióis poliéteres não têm adesão tão boa quanto às dos poliésteres,
todavia possuem maior resistência à hidrólise, e são mais baratos e menos viscosos,
o que os torna indicados para a produção de adesivos reativos, sem ou com pouco
solvente. O peso molecular do poliol desempenha um papel importante nas propriedades
do adesivo. Quando são requeridas propriedades como maior flexibilidade e resistência
à hidrólise, polióis como o óleo de mamona e o polibutadieno líquido hidroxilado
são empregados devido às suas longas cadeias hidrófobas, todavia são mais susceptíveis
à oxidação devido às suas insaturações.
Tabela 7.1 – Polióis
usados em adesivos de dois componentes
|
Poliol
|
Poliéster
|
Poliéter
|
|
Teor de OH (%)
|
5,0
|
3,3
|
1,8
|
11,0
|
1,7
|
|
Teor de OH (meq/g)
|
2,94
|
1,94
|
1.06
|
6,47
|
1,00
|
|
Densidade (g/cm3) a 200C
|
1,12
|
1,12
|
1,18
|
1,0
|
1,0
|
|
Viscosidade Brookfield (Pa.s) a 200C
|
20
|
15
|
25
|
0,6
|
0,3
|
Demais
componentes - Os prepolímeros
(Capítulo
1) podem reagir com extensores
de cadeia como glicóis ou aminas para a formação de segmentos rígidos de
poliuretano ou poliuréia. Glicóis são usados para promover flexibilidade e aminas
(mais reativas e tóxicas) para maior rigidez e estabilidade térmica. Catalisadores,
como as aminas terciárias (Capítulo
2) e os compostos organo metálicos (Capítulo
2) são usados para acelerar o endurecimento do adesivo bi-componente. Os
organo metais, como o dibutil dilaurato de estanho, são os catalisadores mais
eficientes e utilizados com os polióis poliéter menos reativos. Entretanto,
aceleram o processo de envelhecimento mais rapidamente do que as aminas terciárias.
São também usados
outros aditivos
(Capítulo 2)
como: cargas ,
agentes tixotrópicos,
plastificantes,
promotores de adesão,
antiespumantes, antioxidantes,
nivelamentes, surfactantes,
pigmentos e
secantes.
Cargas normalmente são empregadas em adesivos para substratos rígidos como madeira,
concreto, metal ou plásticos e são adicionadas para aumentar a dureza e reduzir
custos, e o encolhimento durante o enrijecimento do adesivo, porém alteram o
desempenho e as propriedades físicas. Cargas típicas são: carbonato de cálcio,
talco, sílica, argila, negro de fumo, barita, pó de quartzo, pó de ardósia,
asbesto, pó de metal, etc, e devem ser secas e misturadas ao componente poliol.
Agentes tixotrópricos
são usados para controle da reologia pela redução da fluidez, evitando o escorrimento
do adesivo, e incluem: sílica pirogênica, betonitas e negro de fumo. A adição
de sílica pirogênica finamente dividida pode prevenir a penetração indesejada
do adesivo em materiais absorventes como couro, tecidos ou concreto. Promotores
de adesão são utilizados para provocar uma reação na superfície do substrato
e desta forma aumentar a adesão. Os promotores de adesão mais usados são silanos,
como os aminosilanos, mercaptosilanos, epoxisilanos e metacriloxisilanos.
Plastificantes como
os ftalatos, benzoatos e parafinas cloradas, são usados para redução da viscosidade
e custo, porém reduzem a tensão de ruptura, a temperatura de transição vítrea
(Tg) e a dureza do adesivo. Nos sistemas de dois componentes 100% sólidos, se
a viscosidade for demasiadamente elevada para a aplicação desejada, ela pode
ser reduzida pela adição de pequenas quantidades de solvente, como: acetona,
metiletilcetona, acetato de etila, tolueno e xileno. A camada de adesivo na
superfície do material nem sempre é coesa e, pode formar ilhas. Este fenômeno
é prevenido pela adição de materiais de alto peso molecular (formadores de filme),
que melhoram a fluidez do adesivo. Exemplos são os poliuretanos hidroxilados
(isocianato + pequeno excesso de poliol) ou derivados da celulose, como o acetobutirato
de celulose ou a nitrocelulose, ou ainda, copolímeros do acetato de vinila/cloreto
de vinila/ácido maleico. Além da secagem de todos os componentes é recomendado
o uso de agente secante, (2 a 4% de zeolito) adicionado ao componente poliol.
PRODUÇÃO
E PROCESSAMENTO - Todos os aditivos,
tais como agentes de nivelamento, cargas, corantes, antioxidantes e catalisadores,
são processados com o poliol, formando um componente, do adesivo, que pode ser
estocado sem problemas. Para prevenir colagens deficientes, o adesivo deve ser
misturado vigorosamente, para a completa homogeneização, antes do uso. Para
a avaliação da processabilidade, o tempo de processamento (pot-life) é de importância
crucial, visto que a viscosidade aumenta contínua e irreversivelmente até que
o adesivo não possa mais ser processado. O tempo de processamento é influenciado
pela temperatura e umidade, aumenta com a presença de produtos inertes como
solventes e cargas, e dependendo do processo deve ser o mais longo possível.
Esta é uma área em que o desenvolvimento de equipamentos adequados tem desempenhado
papel importante na substituição dos adesivos com solvente. Com adesivos pouco
reativos, o processo é conduzido manualmente, ou com sistemas simples de agitação,
e os adesivos podem ser aplicados com pincéis, rolos, espátulas, ou como spray
com uma pistola. Para sistemas reativos utilizam-se equipamentos mais sofisticados,
dotados de bombas de pistão, para a dosagem automática e mistura dos componentes.
Existem dois métodos de aplicação de adesivos flexíveis de dois componentes
na laminação de filmes flexíveis. O primeiro emprega um sistema base solvente
que é aplicado no substrato com um rolo, sendo o solvente removido em um forno
com exaustão, e a laminação completada em um rolo aquecido. O
outro método, atualmente o mais utilizado, emprega um sistema sem solvente
usando um rolo de revestimento. A quantidade de adesivo necessária varia
de uma a quatro gramas por metro quadrado, dependendo do tipo de laminado.
PROPRIEDADES
- A coesão dos adesivos de PU é dependente
da densidade de ligações cruzadas, natureza dos componentes, peso molecular,
funcionalidade e estereo-química dos retículos. A natureza dos polióis influencia
a força das ligações do adesivo e a proporção isocianato/poliol tem influência
determinante na densidade de ligações cruzadas. Além da reação com o poliol,
o poliisocianato atua como promotor de adesão do material a ser colado. Devido
a isto, em alguns casos, como na união de metais rígidos, o poliisocianato é
adicionado em quantidades superiores a 50% da estequiométrica. Em outros casos,
como nos materiais flexíveis, utiliza-se um excesso de 10% do poliol, resultando
em uma camada adesiva de alta flexibilidade.
Como regra, um excesso
de isocianato leva à obtenção de filmes mais duros, enquanto um excesso de poliol
resulta em adesivos de maior elasticidade. Um índice de isocianato maior do
que 100 aumenta a dureza do adesivo, e a adesão a substratos que contenham grupos
hidroxila, como madeira, papel ou vidro. Adesivos com maior teor de ligações
cruzadas exibem ligações mais fortes, maior resistência à tensão e ao rasgo,
porém menor elasticidade. Em geral as resistências às altas temperaturas, água,
solventes, plastificantes, óleos e gorduras, aumentam com o teor de ligações
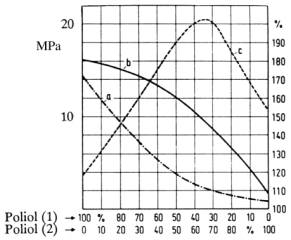
cruzadas (Figura 7.2). Aplicações de sistemas de dois componentes líquidos com
100% de sólidos incluem embalagens industriais e de alimentos, e os sistemas
típicos, usados na laminação de filmes, têm baixa viscosidade (< 1000 cP a 40-80oC),
possuem tempos de cura de 48 a 72 horas e excelente adesão a muitos filmes,
como: poliolefinas, metalizados, náilon, poliéster e alumínio.
Os
adesivos de PU de dois componentes desenvolvidos para a indústria de construção,
normalmente são amorfos e reticulados, pela utilização de polióis ramificados
e/ou índices de isocianato maior do que 100. O uso de poliol de baixo peso molecular
e teores maiores de reticulação impedem a separação de fases, e como consequência
o adesivo possui maior módulo e dureza, menor elasticidade, e boas propriedades
de tensão, resistência ao rasgo e ao descolamento, especialmente em temperaturas
mais elevadas.
|
|
a – módulo a 100% (MPa)
b – tensão de ruptura (MPa)
c – alongamento na ruptura (%)
Poliol (1) Teor de OH (%) = 5.0 ± 0,3
Poliol (2) Teor de OH (%) = 1,8 ± 0,2
|
Figura 7.2 - Propriedades de adesivos fabricados com polióis
poliéster
7.1.2.2
- Adesivo mono-componente
Os adesivos de um componente
consistem de um prepolímero que cura por reação com a umidade do ar. Neles,
o excesso do poliisocianato, a natureza e a funcionalidade das matérias-primas,
devem ser balanceados de forma que as ligações resultantes tenham força, resistência
e elasticidade satisfatória, e que a estabilidade do adesivo seja preservada
durante a estocagem. Estes adesivos normalmente necessitam de pelo menos 40%
de umidade relativa do ar para que se processe a cura. Os adesivos mono-componente
curados com a umidade do ar são usados nas indústrias de construção e transporte
para unir materiais porosos como a madeira, que contenham certa umidade, a outros
substratos como metais ou plásticos, espuma rígida com células fechadas, PVC,
poliestireno, ou painéis de PU. As principais áreas de aplicação são na manufatura
automática ou manual de divisórias, portas, painéis sanduíche para isolamento
de frigoríficos, caminhões, fábricas, etc.
Os sistemas, de colagem
direta de vidros automotivos, têm impacto positivo no conforto durante as viagens.
Os adesivos selantes elásticos (Capítulo
7.2) reduzem as freqüências naturais e as vibrações em carrocerias de veículos.
Nas janelas laterais de trens produzem uma enorme redução de vibrações e ruídos.
Estudos em veículos com vidros colados demonstram que as áreas dos vidros funcionam
efetivamente como painéis de tensão em conjunto com toda a estrutura. Desta
maneira contribuem significativamente para a rigidez estrutural do veículo,
com vantagens como economia de materiais e redução de peso. Na construção civil,
os adesivos selantes mono-componente de PU, curados com a umidade do ar, na
temperatura ambiente, são aplicados em: juntas com movimentos severos, em metais,
vidro, cerâmica, madeira, plástico, concreto e alvenaria.
7.1.3
Adesivos dispersos em água