a)Poliisocianato, espessante e pigmento (preto);
b) Poliol, plastificante, aditivos, catalisador e pigmento (branco)
7.2 - Selantes & Encapsulantes
O mercado mundial de selantes é estimando em 260.000 mil toneladas e o de encapsulantes em 50.000 toneladas anuais. Como os selantes não são usados em aplicações estruturais suas principais características são: flexibilidade, resiliência, resistência a intempéries e durabilidade. Os PUs elastoméricos (Capítulo 6), possuindo baixo módulo e alto alongamento, têm grande aplicação como selantes e gaxetas na construção civil; na indústria automobilística, naval, aeronáutica e aeroespacial, construção de containeres, etc. A maior área de aplicação de selantes é indústria de construção, que representa 64% do mercado, e a automotiva com 29%. Os PU's competem com outros materiais como polissulfetos, silicones, poliacrilatos e borrachas, porém oferecem variadas possibilidades de construção molecular, e obtenção de produtos com variada gama de dureza, normalmente macios e elásticos com dureza entre 10 e 60 Shore A. A obtenção dos selantes normalmente consiste na reação de isocianatos com polióis com funcionalidade dois ou ligeiramente acima, como: polióis poliéster, poliéter, polibutadieno líquido, ou óleo de mamona. Em muitos casos, são adicionados: plastificantes, cargas e aditivos, para a obtenção de determinadas propriedades, e controle da estabilidade durante a estocagem, como susceptibilidade à umidade. Os selantes e gaxetas exibem boa resistência à abrasão, resistência a óleos, alta elasticidade, boa resiliência e flexibilidade em baixas temperaturas. Existem dois tipos de tecnologias: os sistemas de um componente que são prepolímeros (líquidos ou sólidos termo fundíveis) curados com a umidade do ar (Capítulo 7.1.4); e os sistemas de dois componentes, usados em selantes e na produção de gaxetas celulares.
7.2.1 - Sistemas de dois componentes
Um dos primeiros usos de selantes de PU em construção foi em juntas de dilatação. O MDI polimérico ou prepolímeros de MDI (Capítulo 1) são os masi utilizados, pela sua maior reatividade e menor toxidade. Polióis são preferidos os reativos com hidroxilas primárias como o polibutadieno líquido hidroxilado (PBLH) (Capítulo 1) e poli(oxipropilenos) dióis reativos (Capítulo 1). O PBLH alia alta reatividade e elevada estabilidade à hidrólise, devido a sua cadeia hidrocarbônica. O óleo de mamona também é utilizado devido ao seu baixo custo, caráter hidrofóbico e resistência à oxidação, porém é menos reativo. Polióis poliéter de baixa viscosidade permitem a incorporação de maiores quantidades de carga mineral, resultando em diminuição de custos. Dióis de cadeia curta, também podem ser usados, para melhorar propriedades. Cargas minerais, corantes, plastificantes, agentes tixotrópicos, promotores de adesão e solventes, também são usados como aditivos. Agentes de secagem, como peneira molecular, são usados para prevenir a formação de bolhas causadas pela água residual presente nos polióis.
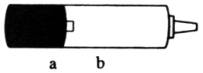
Nos selantes para vidro duplo para isolamento, que necessitam baixa permeabilidade a gases, o PBLH é o poliol utilizado, devido a fácil aplicação utilizando equipamento automatizado. Os sistemas de dois componentes reativos empregados nas indústrias automotivas e de construção são dosados, misturados e aplicados automaticamente. Já os sistemas de dois componentes para uso doméstico ou pequenos reparos são embalados em cartuchos divididos em dois compartimentos, e antes do uso a divisória é rompida, os produtos misturados por agitação e aplicados imediatamente (Figura 7.4). Um outro tipo de sistema de dois componentes baseia-se na reação à temperatura ambiente de prepolímeros, usualmente de TDI, contendo grupos isocianatos bloqueados com alquil-fenóis, com poliaminas regenerando o alquil-fenol e formando à resina uréia/uretano. Este sistema é muito reativo e não é afetado pela presença de umidade atmosférica.
|
a)Poliisocianato, espessante e pigmento (preto); b) Poliol, plastificante, aditivos, catalisador e pigmento (branco) |
7.2.2 - Sistemas mono-componente
Os sistemas de dois componentes possuem como desvantagem a necessidade de mistura prévia dos reagentes, em proporções definidas, o que exige o uso de equipamentos ou de mão-de-obra adequada. Os selantes mono-componente normalmente são prepolímeros com baixo teor de NCO livre, feitos com PPG's e MDI ou TDI, e curados com a umidade do ar. A menor reatividade do TDI é vantajosa em termos de estabilidade durante a estocagem, todavia resulta em tempos de formação de pele de cerca de l hora com velocidade de cura menor do que l mm por dia, a 25ºC e 50% de umidade relativa. Os sistemas a base de MDI formam pele com 15 minutos e apresentam velocidade de cura de 4 mm por dia, todavia a estabilidade durante a estocagem é menor. Para melhorar a estabilidade devem-se utilizar plastificantes hidrofóbicos, cargas minerais ácidas e inibidores da trimerização do MDI.
A reação de cura deve ocorrer de modo que o gás carbônico seja formado em pequenas quantidades e sua concentração seja suficientemente baixa para difundir através de pele curada, evitando a formação de bolhas. Um baixo teor de ligações cruzadas no prepolímero e o uso de plastificantes e cargas polares diminuem a tendência de formação de bolhas.
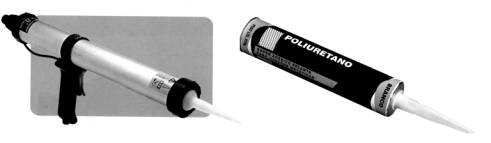
Os sistemas mono componentes possuem tempo de estocagem de seis meses. Eles podem ser aplicados com equipamentos automatizados, nas produções em grande escala, como na indústria automotiva, aeronáutica e construção, ou podem ser aplicados com pistolas manuais na indústria de reposição ou para uso doméstico, embalados em bisnagas ou cartuchos de alumínio ou polietileno de alta densidade (Figura 7.5). Selantes produzidos com prepolímeros de TDI são estripados para remoção do TDI para atender normas ambientais. Em alguns países europeus, selantes sem NCO livre são requisitos e prepolímeros terminados em silano (SPUR) têm sido usados em selantes para a indústria de construção e automotiva.
7.2.2.1 - Poliuretanos silanizados
Os PU's silanizados (SPUR) normalmente são sistemas de um componente constituído de um esqueleto uretânico convencional com grupos reativos terminais silano organofuncionais, que sob condições ambientes reagem com a umidade do ar formando uma estrutura siloxano-poliuretano reticulada e estável. São preparados a partir de prepolímero terminado em NCO, pela reação com excesso do terminador silano (Tabela 7.4) de forma a permitir o completo consumo de todo isocianato polimérico ou monomérico, e possuem: perfil rápido de cura; boas características mecânicas, de adesão e elasticidade; e excelente durabilidade.
Tabela 7.4 - Terminadores Silano Organofuncionais|
Nome |
Estrutura |
|
N-fenil-g-aminopropiltrimetoxi silano |
|
|
aminodi(propiltrimetoxi silano) |
|
|
g-aminopropiltrimetoximetil silano |
|
|
g-aminopropildimetoximetil silano |
|
|
g-mercaptopropiltrimetoxi silano |
|
|
N-arilaminoalquildimetoximetil silano |
Ar-NH-R-Si(CH3)(OCH3)2 |
SPUR's podem ser sintetizados de acordo com o seguinte procedimento: 1) Um prepolímero de PU é preparado, da forma usual, pela reação, sob atmosfera inerte, de um diisocianato (MDI) com polióis, catalisada com dibutil dilaurato de estanho (DBTDL). Normalmente é utilizada uma relação NCO/OH na faixa de 1,4 a 2,0. Numa preparação típica, MDI sólido é adicionado no reator e aquecido lentamente até 50ºC para fusão. As quantidades de poliol e de catalisador (70 ppm de Sn) são adicionadas e a reação é mantida a 70ºC até um teor constante de NCO livre (0,7 a 0,9%). 2) Na etapa final é feita a adição do terminador silano organofuncional ao prepolímero. A quantidade de silano é calculada a partir do teor de NCO livre do prepolímero, com excesso em moles de 5 a 10% para promover o capeamento e eliminar qualquer isocianato residual, e normalmente adicionada a 50ºC e o reator aquecido lentamente a 70ºC. A reação é mantida nesta temperatura até nenhum NCO livre ser detectado. Numa formulação típica de selante para construção (Tabela 7.5), um SPUR capeado com N-fenil-g-aminopropiltrimetoxi silano é misturado com carbonato de cálcio com superfície tratada com tamanho de partícula grande e pequeno; plastificante de ftalato de diisodecila (DIDP); sílica pirogênica tixotrópica; promotor de adesão [N-b-(aminoetil)-g-aminopropiltrimetoxi silano]; dibutil dilaurato de estanho; e viniltrimetoxi silano como desidratante.
Tabela 7.5 - Formulação típica de PU silanizado
|
Componente |
ppc |
|
PU Silanizadoa |
100 |
|
Ftalato de diisodecila (DIDIP) |
40 |
|
Carbonato de cálcio (3,5m)b |
40 |
|
Carbonato de cálcio (0,6m)b |
50 |
|
Sílica pirogênicac |
6 |
|
N-b-(aminoetil)-g-aminopropiltrimetoxisilanod |
2 |
|
Viniltrimetoxisilanoe |
1 |
|
Dibutil dilaurato de estanho |
0,5 |
| Propriedades Físicas | |
|
Tempo de pega (horas) |
1-2 |
|
Dureza (Shore A) |
20 |
|
Tensão de Ruptura (MPa) |
1,38 |
|
Alongamento (%) |
500 |
|
Módulo a 100% (MPa) |
0,35 |
|
Viscosidade (polímero + DIDP) (cPs) |
20.000 |
|
Viscosidade do Selante (cPs) |
300.000 |
| Teste de Descolamentof |
vidro (P); alumínio (P); concreto com primer (P) |
|
Teste de Durabilidadeg |
alumínio (P); vidro (P); concreto sem primer (P) |
7.2.3 - Fabricação "in situ" de gaxetas celulares
As indústrias elétricas, automobilística, e de embalagens utilizam gaxetas e selantes. Gaxetas celulares são usadas para o isolamento ou amortecimento de vibrações ou som, impedindo a passagem de ar, partículas ou água. Elas são obtidas a partir de sistemas de dois componentes líquidos, a base de poliol poliéter, expandidos pelo gás carbônico proveniente da reação do isocianato com a água. São processadas utilizando equipamento de baixa pressão (Figura 7.7) controlado por robô, onde a mistura reagente é misturada é derramada em uma cavidade, um molde ou aplicada diretamente sobre um substrato, dependendo do uso. Dois tipos de sistemas são utilizados os não tixotrópicos usados na substituição das gaxetas tradicionais, e os tixotrópicos adequados para aplicação em superfícies planas sem que ocorra escorrimento antes da formação do PU, e que devem ser aplicados ao substrato na posição mais horizontal possível, e são usados em encapsulamento elétrico e partes automotivas. As gaxetas celulares podem ser formuladas com densidades de 200 a 500 kg/m3, durezas entre 10 e 50 Shore A, alongamentos desde 70 a 260 %, tensão de ruptura de 0,2 a 0,9 MPa, e deformação permanente inferior a 10%.
Figura 7.7 - Fabricação de gaxetas
Por décadas, PU's com ligações cruzadas têm ocupado um lugar de destaque no isolamento de materiais elétricos e no revestimento de fios. Como materiais moldados por vazamento, (Capítulo 6) os PU's completam o espectro de resinas moldadas por vazamento, juntamente, com os poliésteres insaturados, resinas epoxi e borrachas de silicone usadas por muitos anos nesta área. As resinas epoxi curadas a frio têm propriedades semelhantes à de PU, que apresentam vantagens econômicas (Tabela 7.11).
Tabela 7.11 - Comparação entre as propriedades das resinas epoxi e PU|
Propriedades |
Especificação (DIN 16946) |
Resina epoxi curada com amina |
Poliuretano (MDI) |
|
Resistência à flexão (MPa) |
80 a 100 |
108 |
110 |
|
Resistência à tensão (MPa) |
>50 |
59 |
62 |
|
Resistência ao impacto (kJ/m2) |
>10 |
30 |
37 |
|
Resistência à compressão (MPa) |
85 a 100 |
87 |
89 |
|
Temperatura Martens (ºC) |
40 a 60 |
42 |
62 |
|
Resistividade (W.cm) |
>1013 |
1014 |
1014 |
|
Fator de dissipação dielétrica |
0,01 |
0,01 |
0,006 |
|
N.º dielétrico |
4,0 |
4,0 |
3,6 |
|
Absorção d’água (30 min 100ºC) (mg) |
50 a 80 |
60 |
62 |
Matérias-primas - O MDI é o poliisocianato mais usado devido à baixa viscosidade, baixa pressão de vapor, moldagem fácil mesmo com altos teores de carga, e temperatura elevada de auto-ignição. Polióis do tipo poliéter, polibutadieno líquido e óleo de mamona são os normalmente usados. Os materiais moldados com poliol poliéster são menos resistentes à hidrólise do que os fabricados com poliol poliéter, e estes, por sua vez, são menos resistentes à hidrólise do que os produzidos com o polibutadieno líquido hidroxilado (PBLH), devido à natureza hidrofóbica de sua cadeia polimérica. PUs produzidos com óleo de mamona apresentam melhores propriedades do que os preparados com poliol poliéter devido ao seu caráter hidrofóbico, protege contra o ataque pela umidade, além de constante dielétrica menor. Encapsulantes preparados com o PBLH demonstram sua superioridade em aplicações nas quais, grande resistência a variações de temperatura e baixíssima absorção de umidade são requisitos. Devido a sua temperatura de transição vítrea extremamente baixa, - 70ºC, nenhuma tensão interna é gerada, mesmo em grandes variações de temperatura, o que um fator importante no encapsulamento de componentes eletrônicos sensíveis à pressão.
A massa reativa protetora é normalmente composta do componente isocianato, e do componente poliol contendo absorvedor de umidade. Em alguns casos, para melhorar determinadas propriedades, são usados cargas, pigmentos, aceleradores, plastificantes e retardantes de chama, adicionados ao componente poliol. Como materiais com baixa condutividade elétrica normalmente apresentam baixa condutividade térmica, se a dissipação do calor da reação for crítica, a adição de cargas minerais torna-se necessária para absorver o calor gerado. A mica foi a primeira carga mineral usada, devido a sua contribuição para o isolamento elétrico. Outras cargas usadas são: quartzo ou aluminosilicatos. Hidróxido de alumínio é usado em encapsulamentos que não propagam a chama. Pela mistura dos componentes obtém-se uma massa reativa moldável que endurece após a reação. A insuficiência de isocianato leva à obtenção de produtos macios. Excesso de isocianato resulta em muitas ligações cruzadas, temperatura Martens elevada, e diminuição da absorção de água. Dependendo do tipo de poliol usado é necessária uma mistura por 3 a 5 minutos, da massa reagente antes de ser derramada no molde revestido com desmoldante.