2 - Tanque do componente poliol
3 - Agente de descarga
4 - Ar comprimido
5 - Trocadores de calor
6 - Bombas dosadoras
7 - Misturador
8 - Cabeçote
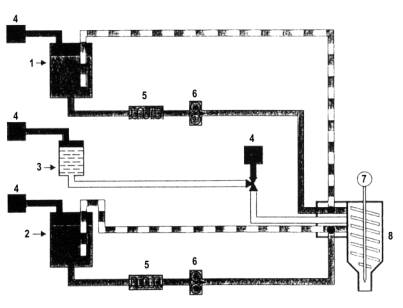
A viscosidade das matérias-primas determina o tipo de equipamentos utilizado. Sistemas com viscosidades superiores a 20.000 mPa, como os poliésteres, são processados em equipamentos RIM de baixa pressão (40 bars) dotados de bombas de engrenagem e agitação mecânica no cabeçote (Figura 4.18). Sistemas com baixa viscosidade, como os poliéteres, podem ser processados em equipamentos RIM de alta pressão, onde são misturados na cabeça misturadora por choque sob pressão (200 atm), e injetados em moldes (Figura 4.19).
|
1 - Tanque do componente
isocianato 2 - Tanque do componente poliol 3 - Agente de descarga 4 - Ar comprimido 5 - Trocadores de calor 6 - Bombas dosadoras 7 - Misturador 8 - Cabeçote |
Devido as suas vantagens, a utilização do processo RIM tem crescido continuamente. É um método de fabricação de artigos moldados a partir de componentes líquidos, com velocidades de produção competitivas com o processo convencional de moldagem de termoplásticos. Por envolver poucas operações, o processo RIM tem encontrado aceitação por causa do: baixo custo relativo de capital; baixo consumo energético; e uma grande gama de propriedades de compostos que podem ser obtidas, desde PU’s elastoméricos até PU’s rígidos carregados com fibra de vidro, e poliuréias. O processo RIM permite a automatização requerida nas produções em massa. Além disso, as pressões internas dos moldes são da ordem de 700 a 1400 kPa, em comparação com as de 7000 a 35000 kPa, dos materiais termoplásticos sólidos mais difíceis de serem processados.
Diversos materiais são produzidos pela tecnologia de moldagem por injeção e reação (RIM). Aproximadamente, 40% dos materiais produzidos são elastômeros com módulo de flexão para materiais não reforçados entre 7 MPa a 965 MPa. Os PU’s estruturais produzidos por RIM, que são uma combinação de PU com fibra de vidro, têm tido crescimento de 5%. A área de desenvolvimento mais recente é a de sistemas rígidos de alto módulo. As espumas estruturais representam um terço dos materiais produzidos. Recentes avanços, na tecnologia de fabricação, têm eliminado o uso dos CFC’s e HCFC’s, como agentes de expansão (Capítulo 2). Sistemas RIM não poliuretânicos, como de diciclopentadieno ou náilon, respondem por 15% do mercado.
Os PU’s fabricados por RIM são produzidos usando sistemas de dois componentes líquidos. O componente poliol contém polióis (Capítulo 1), agentes formadores de ligação cruzada (Capítulo 1), e demais aditivos como: catalisadores (Capítulo 2), agentes de expansão (Capítulo 2), surfactantes (Capítulo 2), cargas, protetores, corantes, retardantes de chama, e desmoldante interno (Capítulo 2). O componente isocianato é usualmente, constituído de misturas de MDI (Capítulo 1). Os estágios do processamento nos equipamentos RIM são:
1) Pré-condicionamento dos dois componentes líquidos, isto é, ajuste da temperatura, remoção do ar ou gás dissolvido e ajuste do nível do gás nucleante;
2) Dosagem dos componentes nas proporções desejadas através de bombas dosadoras;
3) Mistura, das quantidades dosadas dos componentes, em uma cabeça misturadora auto limpante, para formar a mistura reagente;
4) Injeção da mistura reagente num molde preparado e condicionado termicamente, através de entrada desenhada para prevenir turbulência e evitar a retenção de ar;
5) Um período de tempo para permitir a polimerização da mistura reagente e uma cura suficientemente para permitir a desmoldagem;
6) Desmoldagem da peça acabada;
7) Acabamento se necessário.
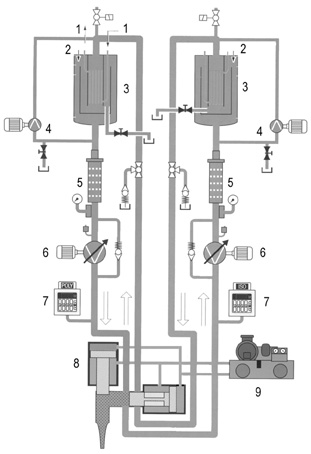 |
1 - Sistema de controle
de temperatura 2 - Pressurização com ar ou nitrogênio 3 - Tanques de uso diário 4 - Bombas para recirculação 5 - Filtros 6 - Bombas dosadoras 7 - Indicador digital 8 - Cabeça misturadora 9 - Sistema hidráulico de acionamento da cabeça misturadora |
As espumas rígidas estruturais e os materiais flexíveis, fabricados por RIM, são processados por métodos e equipamentos similares: No processo os componentes isocianatos e poliol são dosados e, antes da injeção no molde, são recirculados (Figura 4.19 - 1) por um período de 5 a 10 s, sob alta pressão, desde as bombas, atravessando o pistão e de volta aos tanques, para assegurar que o material está na temperatura e pressão corretas. Quando o pistão de comando retrocede (Figura 4.19 - 2), os dutos de retorno se fecham e os reagentes são, então, intensivamente misturados por choque, sob grande velocidade/energia, em um cabeçote misturador, sob pressões de até 200 bar. Estabilizadores no canal de descarga, em ângulo do 90o em relação à câmara de mistura, produzem uma saída laminar da massa reagente, que é injetada no molde, onde reage para formar o PU. Após esta operação, o pistão de comando volta para a posição de recirculação, deixando a câmara de mistura sem resíduos. Normalmente, a cavidade do molde é preenchida de 30 a 90% de sua capacidade. Os materiais fluem no molde, preenchendo os vazios, e reproduzindo a forma do molde.
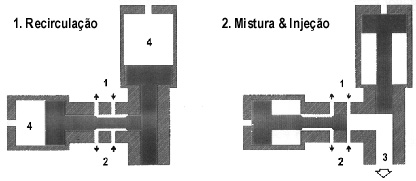 |
1 - Recirculação
do poliol 2 - Recirculação do isocianato 3 - Mistura reagente 4 - Fluido hidráulico de acionamento do pistão |
Os processos RIM produzem em uma única operação, as características da estrutura sanduíche, com uma pele sólida e um coração microcelular de menor densidade. A pele é formada pela condensação na superfície mais fria do molde, sob a pressão interna da espuma em expansão. A formação e espessura da pele são afetadas pelos fatores que influenciam a condensação do agente de expansão e a interface do molde, como: o peso da carga (maior peso da carga / maior espessura da pele); formulação (altas concentrações de agente de expansão aumenta a espessura da pele); temperatura do molde, usualmente 40oC a 80ºC (menores temperaturas / maiores espessuras); e condutividade térmica do molde (é necessária alta condutividade térmica para controlar a espessura da pele).
O peso do artigo é determinado pelo tempo de injeção e velocidade de fluxo da mistura reagente. A reação química entre os dois componentes começa imediatamente. Ela é exotérmica e o calor gerado durante a reação vaporiza o agente de expansão (Capítulo 2) contido no componente poliol, causando a espumação da massa reagente. A mistura torna-se progressivamente mais viscosa, gelifica e ao completar a reação transforma-se num polímero sólido.
Tecnologia de produção
A moldagem por injeção e reação de PU’s difere da moldagem por injeção de termoplásticos (Capítulo 6) pelos seguintes motivos: o desenho do bico da injetora é crítico para prevenir a retenção de bolhas de ar durante o preenchimento do molde; o molde deve ser ventado para permitir o escape do ar durante o enchimento; pode ser necessário o posicionamento do molde com a ajuda de um carrossel. Além desses fatores, outros devem ser levados em consideração como qualidade da superfície do molde, resistência, controle de temperatura, escolha do material apropriado, etc..
· Moldes
O projeto e o custo do molde são de grande importância na produção comercial de peças por RIM. Enquanto a produção anual de uma aplicação específica pode exceder 100.000 unidades, a maioria requer somente 1.000 a 20.000 unidades. Nesta faixa o custo de moldes de aço muitas vezes não é justificável. Materiais como alumínio, alumínio fundido e “kirksite” podem ser utilizados. Em muitos casos, o custo dos moldes empregados no processo RIM pode ser 50% do preço dos usados nos processos tradicionais de injeção ou compressão. As principais considerações que devem ser levadas são:
· Materiais
A escolha do material para a construção do molde depende do número de partes moldadas desejadas, tipo e qualidade da superfície, velocidade de produção e possibilidade de futuras modificações do molde.
Metais são materiais duráveis para a construção de moldes e, devido a sua alta condutividade térmica, são os mais adequados para os sistemas RIM altamente reativos. Diversos tipos de aço são usados na fabricação de moldes e os niquelados têm melhor características de desmoldagem. Os moldes revestidos de níquel são utilizados para peças grandes e complexas, devido ao fato de que o níquel pode ser polido e é mais duro do que o alumínio. Moldes de alumínio fundido ou forjado, com partes internas de aço móveis ou permutáveis, podem produzir de 20.000 a 100.000 peças se adequadamente manuseados. Para produções menores, podem ser usados moldes de resina epoxi, ou de epóxi com interiores metálicos, que possuem resistência suficiente e podem ser modificados facilmente.
· Sistema de alívio
A pressão da espuma atinge 1 a 8 atm, todavia, quando o molde é preenchido para a produção de RIM sólido, pressões maiores são obtidas. Um sistema de alívio na seção mais elevada deve ser considerado durante a fase de projeto e especialmente durante os procedimentos de partida.
· Controle da temperatura
O controle da temperatura do molde é importante na obtenção de peças com propriedades uniformes, alta qualidade da superfície e boa desmoldagem. As duas metades do molde devem ser construídas com dutos para permitir a circulação do fluido de refrigeração que usualmente é a água. As peças de PU com pele integral são produzidas em temperaturas entre 40 e 50oC. A temperatura do molde não deve variar além de ± 2oC. Temperaturas da ordem de 70oC são utilizadas nos processos RIM de poliuréira. Os processos RIM são exotérmicos e um sistema típico gera em média 50 kcal/kg de material.
· Desmoldagem
O uso de desmoldantes internos e externos é usual para prevenir a aderência na superfície do molde (Capítulo 2).
· Pintura por transferência
Nesta técnica, o molde é recoberto pela tinta, que é transferida da superfície do molde para a peça. A tinta de cobertura transferida fica quimicamente ligada ao PU, resultando em excelente resistência ao impacto. Nas peças grandes as vantagens da pintura no molde tornam-se significativa. O uso desta técnica tem tido grande crescimento. No processo tradicional de pintura posterior de peças grandes a mão-de-obra necessária é grande e o processo muito dispendioso. Nesta área, os desenvolvimentos estão direcionados para a necessidade de redução dos produtos orgânicos voláteis (VOC’s) ainda utilizados.