3.8 - Base de carpete
Sistemas
de espumas flexíveis de PU são utilizados no revestimento da parte inferior
de carpetes em processos por cobertura direta, por spray, ou cobertura reversa,
resultando em células pequenas e excelentes propriedades. O processo pode ser
conduzido em linhas de produção similares às das espumas de látex de borracha,
resultando em maior produção e menor custo energético, devido à menor temperatura
do túnel de aquecimento, pois não há necessidade de evaporação da água. A dosagem
e a mistura dos reagentes são feitas utilizando bombas de engrenagem e cabeças
misturadoras agitadas mecanicamente. Num exemplo, o componente poliol, contendo
polióis poliéteres, carbonato de cálcio, alumina hidratada, catalisador de Sn,
e estabilizantes do tipo poliéter-polisiloxano reage com o componente isocianato
constituído de MDI polimérico ou prepolímeros do MDI ou TDI. Cargas minerais,
como o carbonato de cálcio, dolomita, alumina hidratada e barita são usadas
em concentrações de até 50% por questões de preço e viscosidade, sendo incorporada
ao poliol, em misturadores para produtos viscosos, formando um composto homogêneo.
Processos de
fabricação - A cobertura direta é a mais utilizada, e
nela a espuma de PU é aplicada diretamente no carpete, utilizando uma cabeça
misturadora com movimento transversal, sendo a espessura da espuma controlada
por uma faca, e passagem por um forno para completar a reação (Figura 3.22a).
No processo por spray, o poliol sem carga, com pequenas quantidades de água,
como agente de expansão, mais catalisador e estabilizador é misturados com o
isocianato em um cabeçote, e aplicados, por spray no carpete (Figura 3.22b).
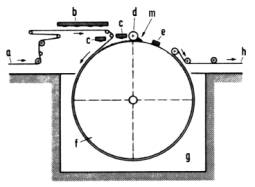
No processo por cobertura reversa, a mistura reagente, distribuída por uma cabeça
misturadora transversal, é aplicada diretamente, ou através de uma mangueira,
numa correia transportadora recoberta com desmoldante (Figura 3.22c).
|
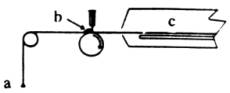
a) Carpete; b) Mistura reagente;
c) Forno de aquecimento
Figura 3.22a - Cobertura direta
|
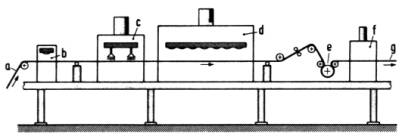
a) Carpete; b) Aquecimento por
IV; c) Área de spray; d) Aquecimento por IV;
e) Calandra para estampagem; f) Resfriamento; g) Carpete recoberto.
Figura 3.22b - Cobertura por spray
|
|
a) Carpete;
b-c) Aquecimento por IV;
d) Rolo distribuidor;
e) Aplicação de desmoldante;
f) Tambor; g) Nicho;
h) Carpete recoberto;
m) Mistura reagente. |
| Figura 3.22c - Cobertura reversa
|
3.9 - Espumas
laminadas têxteis
A
percepção de conforto na superfície de diferentes tecidos pode ser aumentada
pela adição de camadas internas de espumas flexíveis de PU assegurando controle
do calor e da umidade durante o uso. Componentes utilizados em assentos e nas
laterais de veículos são compostos de tecidos revestidos internamente com laminados
de espumas flexíveis de PU, com densidades de 20, 33 ou 45 kg/m3, e espessura
entre 1,5 ao máximo de 10 mm. Normalmente, as capas para assentos e bancos são
combinações de: uma camada superficial, que pode ser de tecido, laminado sintético
de PVC, ou couro; um núcleo de espuma flexível de PU; e uma camada interna de
malha de poliéster ou de não tecido de PP. Em aplicações automotivas, como assentos,
laterais, tetos e encosto de cabeça, os PUs moldados podem ser recobertos durante
o processo de espumação por materiais com estrutura filme de termoplástico (TPU)
+ espuma laminada de PU + tecido (Figura 3.23b). Neste caso, durante a espumação,
entre o tecido dublado com a espuma (normalmente de poliéster laminada a quente
ou colada no tecido) temos o filme de termoplástico para prevenir a penetração
do líquido espumando na espuma dublada no tecido. Em isolamento acústico e térmico,
pode ser usada espuma de PU laminada, dublada com filme de TPU, para revestimento
e proteção contra a umidade, solventes, e microrganismos. Na indústria do vestuário,
o bom isolamento térmico, alta permeabilidade ao ar, boa compatibilidade com
a pele e leveza tornam os compostos de tecidos laminados com espumas flexíveis
de PU um material bastante utilizado.
A
laminação de espumas flexíveis de PU em diferentes tipos de tecidos pode ser
conduzida por laminação a quente, adesão ou soldagem por alta frequência. A
laminação a fogo (Figura 3.23a) é a técnica mais utilizada e consiste na fusão
da superfície da espuma, normalmente utilizando chama de gás, antes de unir
a espuma ao tecido. Máquinas de grande porte podem laminar 40 metros/minuto,
formando uma união resistente à lavagem e ao descolamento (até 120ºC),
preservando a habilidade de respiração e a resiliência da espuma original. As
espumas de poliol poliéster apresentam melhores características quanto à fusão
e adesão, apresentando uma estrutura celular fina e boas propriedades de tensão,
rasgo e alongamento, porém espumas de poliéter, formuladas para
este fim, também podem ser utilizadas. A laminação a chama é a mais utilizada
para os tecidos automotivos como capas de assentos feitas com fibras poliéster,
acrílicas ou poliolefinas, enquanto a soldagem por alta frequência pode ser
usada para revestimentos com não tecidos, inclusive os filmes termoplásticos.
Para ser dublada, a espuma normalmente requer a adição de promotores de adesão
em sua formulação, e dependendo do uso de aditivos anti-chama. Uma desvantagem
do processo a fogo é a emissão de fumaça tóxica. O uso de adesivos é outra forma
de unir laminados de espuma em uma ou nas duas faces de tecidos ou filmes termoplásticos,
e o uso de adesivos termofixos hot melt de PU (Capítulo
6), aplicado em múltiplos pontos, evita a emissão de gases ou solventes.
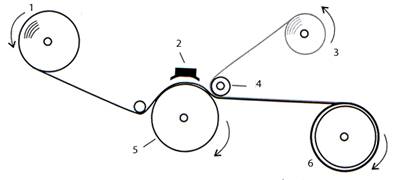
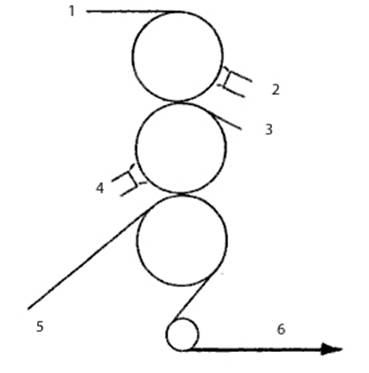
Figura 3.23a - Laminação a fogo |
1 - folha
de espuma
2 - queimador
3 - tecido
4 - rolo de pressão
5 - tambor para resfriamento
6 - tecido + espuma laminada
|
|
1 - folha de espuma
2 - queimador
3 - filme de termoplástico
4 - queimador
5 - tecido externo
6 - TPU + espuma laminada + tecido |
| Figura 3.23b - Laminação a fogo com tecido + termoplástico |
Laminação
dos blocos - São dois os principais métodos de laminação de blocos de espumas
flexíveis de PU. O primeiro utiliza blocos cilíndricos (normalmente fabricados
por processo descontínuo / caixote - Capitulo
3) que são laminados em um torno, no sentido perpendicular ao sentido da
espumação do bloco. O segundo consiste na laminação de argolas (loop) formadas
por blocos retangulares de 50 a 60 m de comprimento (normalmente fabricados
por processo contínuo - Capítulo 3)
unidos pelas extremidades. Este processo resulta em melhor uniformidade nas
propriedades dos laminados, uma vez que a laminação é feita no sentido da espumação
do bloco. No caso da laminação em torno, como os blocos cilíndricos são
ligeiramente mais densos na base do que no topo, e como a laminação é feita
no sentido perpendicular ao sentido da espumação do bloco, temos uma pequena
variação de propriedades no laminado. O processo loop apresenta ainda menores
perdas (10%) e menor variação da espessura do laminado. O dimensinonamento
dos laminados no Brasil segue a norma ABNT-9429.
4
- Poliuretanos Moldados